| Модель |
CW6263E |
CW6280E |
CW62100E |
| Максимальный диаметр обработки над станиной, мм |
630 |
800 |
1000 |
| Максимальный диаметр обработки над суппортом, мм |
350 |
480 |
710 |
| Размер патрона, мм |
315 |
400 |
400 |
| Максимальная длина обработки, мм |
1500
2000
3000
4000
5000
6000 |
1500
2000
3000
4000
5000
6000 |
3000
4000
5000
6000 |
| Максимальный диаметр обработки в выемке станины, мм |
800 |
1000 |
1230 |
| Ширина ГАПА, мм |
350 |
350 |
350 |
| Максимальный вес заготовки, кг |
2000 |
2000 |
2000 |
| Ширина станины, мм |
550 |
550 |
550 |
| Торец шпинделя |
C11 |
C11 |
C11 |
| Конус шпинделя |
1:20 |
1:20 |
1:20 |
| Сечение хвостовика инструмента, мм |
30 х 30 |
30 х 30 |
30 х 30 |
| Мощность электродвигателя главного привода, кВт |
11 |
11 |
11 |
| Диаметр отверстия в шпинделе, мм |
100
(130 опция) |
100
(130 опция) |
100
(130 опция) |
| Диапазон скоростей вращения шпинделя, об/мин |
7,5 - 1000 |
7,5 - 1000 |
7,5 - 1000 |
| Количество диапазонов вращения шпинделя |
18 |
18 |
18 |
| Быстрые перемещения по оси X, м/мин |
3,8 |
3,8 |
3,8 |
| Количество подач |
64 |
64 |
64 |
| Скорость подачи по осям Х, мм/об |
0,1 - 1,52 |
0,1 - 1,52 |
0,1 - 1,52 |
| Пределы шагов метрических резьб, мм |
0,5 - 240 |
1 - 240 |
0,5 - 240 |
| Пределы шагов дюймовых резьб, ниток/дюйм |
1 - 28 |
1 - 14 |
1 - 28 |
| Пределы шагов модульных резьб, модуль |
0,5 - 120 |
0,5 - 120 |
0,5 - 120 |
| Пределы шагов питчевых резьб, питч диаметральный |
1 - 28 |
1 - 28 |
1 - 28 |
| Диаметр пиноли задней бабки, мм |
100 |
100 |
100 |
| Выдвижение пиноли задней бабки, мм |
240 |
240 |
240 |
| Конус пиноли задней бабки |
М6 |
М6 |
М6 |
| Габаритные размеры (для РМЦ 3000 мм) |
| Длина, мм |
5130 |
5130 |
5130 |
| Ширина, мм |
1340 |
1380 |
1460 |
| Высота, мм |
1830 |
1830 |
1830 |
| Вес, кг |
5000 |
5200 |
5500 |


НАЗНАЧЕНИЕ:
Токарно-винторезные станки серии CW предназначены для черновой обработки и являются аналогами станков «Рязанского станкостроительного завода».
На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой). Обрабатываемый материал: сталь, чугун, легированные сплавы (нержавейка), цветные металлы и легкие сплавы.
Класс точности Н. Для удобства работы и повышения точности применяется устройство цифровой индикации – УЦИ.
Токарно-винторезный станок мод. CW6263E является аналогом станков 1М63, 16К40, ДИП-300, 1Д63А,1М63Ф101, 163, 1М63Б, СА630С, СМ1763, Б16Д330. Конструкция станка и органы управления полностью идентичны самому распространенному на территории бывшего СССР токарному станку 1М63. Все это реализовано благодаря тому, что советские инженеры с Рязанского станкостроительного завода участвовали в разработке и запуске в производство токарных станков серии CW на заводе DMTG в порядке оказания братской помощи между СССР и КНР. Таким образом и ныне сохраняются советские технологии и конструктивные решения при современном производстве токарно-винторезных станков серии CW.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Токарно-винторезные станки серии CW могут найти применение на любом металлообрабатывающем предприятии. Токарные станки используются в ремонтных и столярных мастерских, механических цехах, в автомобильном производстве, машиностроении и в учебных заведениях. Главным образом применяются в условиях единичного и мелкосерийного изготовления различных деталей при чистовой и черновой обработке.
Автомобилестроение

 |
Производство элементов двигателя
Машиностроение
|
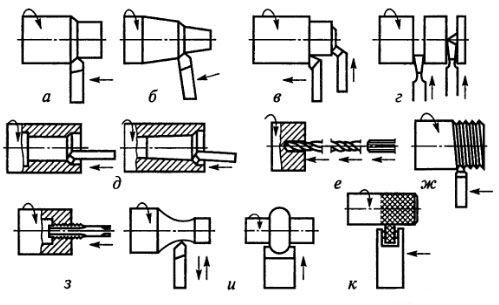
СХЕМА ОБРАБОТКИ:
Основные виды токарных работ:
а — обработка наружных цилиндрических поверхностей;
б — обработка наружных конических поверхностей;
в — обработка торцов и уступов;
г — вытачивание канавок, отрезка заготовки;
д — обработка внутренних цилиндрических и конических поверхностей;
е — сверление, зенкерование и развертывание отверстий;
ж — нарезание наружной резьбы;
з — нарезание внутренней ’резьбы;
и — обработка фасонных поверхностей;
к — накатывание рифлений.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
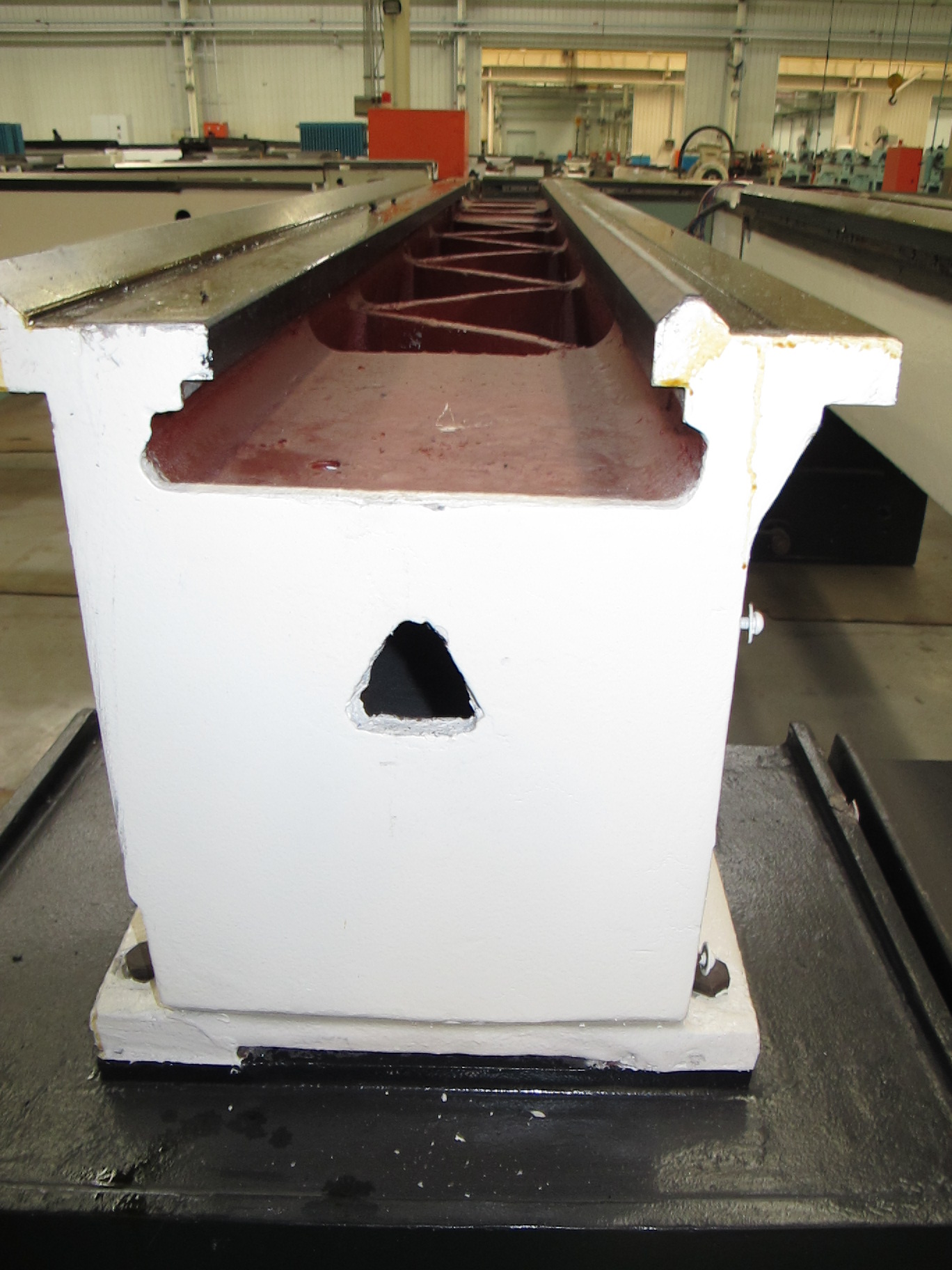 |
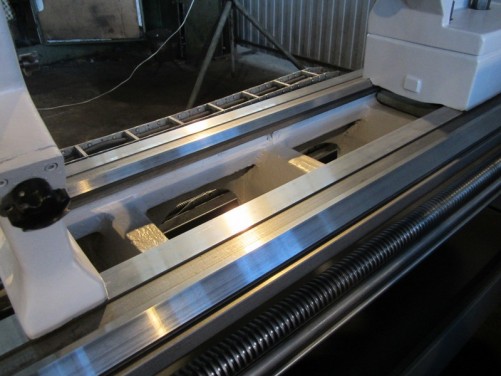
Станина
Цельнолитая станина, усилена ребрами жесткости.
|
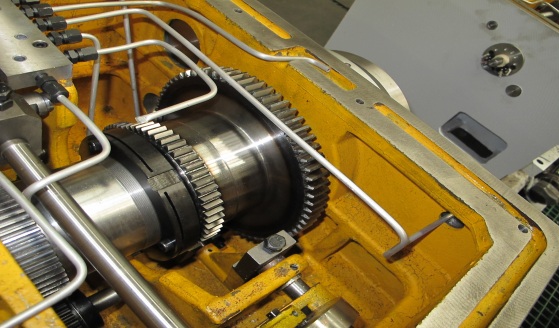 |
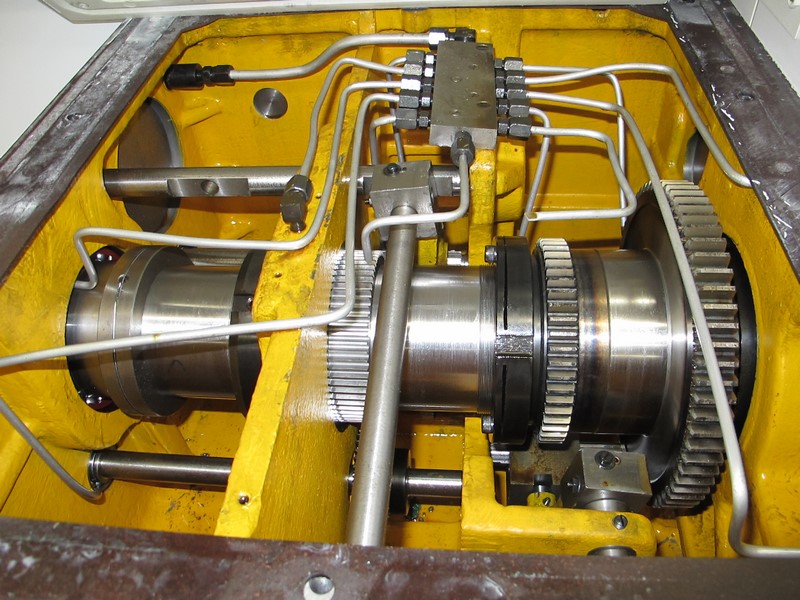
Коробка подач
Все шестерни механизма подач имеют высокочастотную закалку и отличаются высокой износоустойчивостью.
|
 |
Задняя бабка
приспособление для крепления заготовки (при обработке в центрах), или для крепления инструментов, таких например как метчик, плашка при нарезании резьбы; свёрл или сверлильного патрона при сверлении отверстий.
|
 |
Суппорт
приспособление для крепления обрабатывающего инструмента и перемещения инструмента в заданных направлениях
|
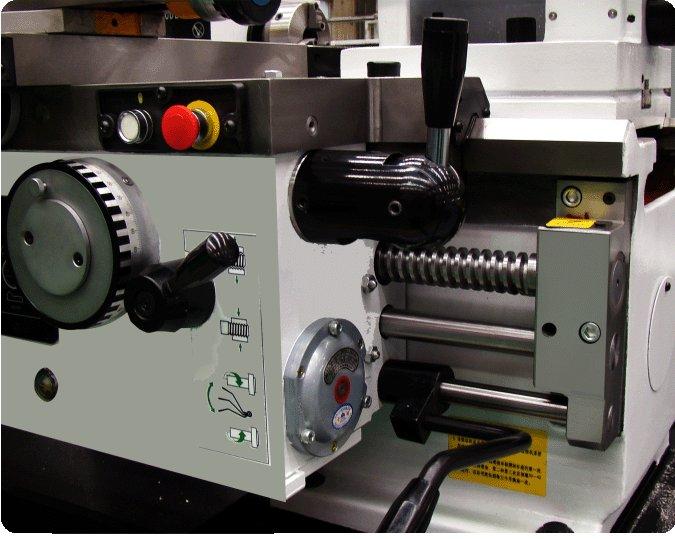 |
Переключатель подач
многопозиционный рычаг для включения автоматического перемещения режущего инструмента в заданном направлении.
|
 |
Люнеты
Подвижной и неподвижный люнеты предназначены для поддержки длинных заготовок при обработке во избежание прогиба.
|
 |
УЦИ
Все универсальные токарные станки DMTG серии CDS опционально могут быть оснащены Устройством цифровой индикации (УЦИ) SDS6. Устройство цифровой индикации SDS6 включает в себя новейшую 16 битную SCM технологию. Каждая ось поддерживает 40 точек нелинейной компенсации. УЦИ предназначено для обработки электрических сигналов поступающих от оптоэлектронных преобразователей линейных перемещений (оптических линеек) и осуществляет визуализацию на цифровом табло полученной информации, а также оказывает помощь в выполнение операций обработки.
|
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
- Освещение рабочей зоны
- 3-х кулачковый патрон
- Планшайба
- Люнет подвижной и неподвижный
- Документация на русском языке
- Не вращающийся задний центр
- Пресс-масленка
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
- Люнет подвижной и неподвижный увеличенного размера
- 4-х кулачковый патрон
- Устройство оптической индикации
- Приспособления для точения конусов
- Вращающийся задний центр
- Быстросменный резцедержатель
- Увеличение мощности главного привода
- Инструмент