| Модель |
FL-1330B |
| Максимальная длина пропила, мм |
3050 |
| Максимальная высота пропила, мм |
76 |
| Диаметр основной пилы (посадочный диаметр), мм |
350 (30) |
| Частота вращения основной пилы, об/мин |
4800 |
| Диаметр подрезной пилы (посадочный диаметр), мм |
180 (30) |
| Частота вращения подрезной пилы, об/мин |
6500 |
| Пильный узел: |
| Скорость подачи при рабочем ходе (опция), м/мин |
0 ÷ 37 (до 45) |
| Скорость подачи при холостом ходе, м/мин |
67 |
| Мощность электродвигателя пильного узла, кВт |
11 |
| Мощность электродвигателя привода пильного узла, кВт |
1.5 |
| Давление в пневмосистеме, МПа |
0.5 ÷ -0.7 |
| Высота рабочего стола, мм |
900 |
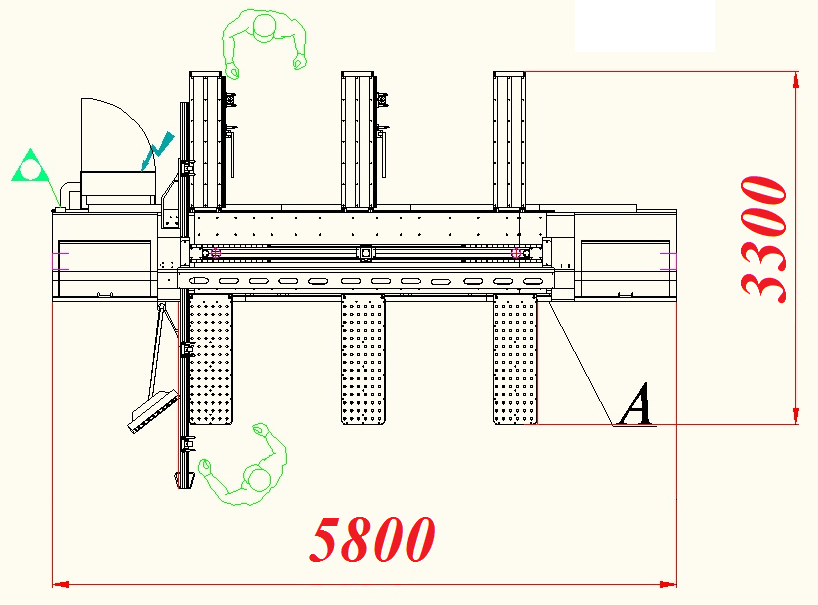
| Габариты станка |
| Длина, мм |
5800 |
| Ширина, мм |
3300 |
| Высота, мм |
1700 |
| Вес, кг |
3000 |
НАЗНАЧЕНИЕ:
Предназначен для пакетного высококачественного раскроя ламинированных ДСП и ДВП.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Станок используется для тяжелых условий работы в условиях крупносерийного и массового производства. Применяется в серийном мебельном и столярном производствах для изготовления корпусной мебели.
СХЕМА ОБРАБОТКИ:

КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
 |
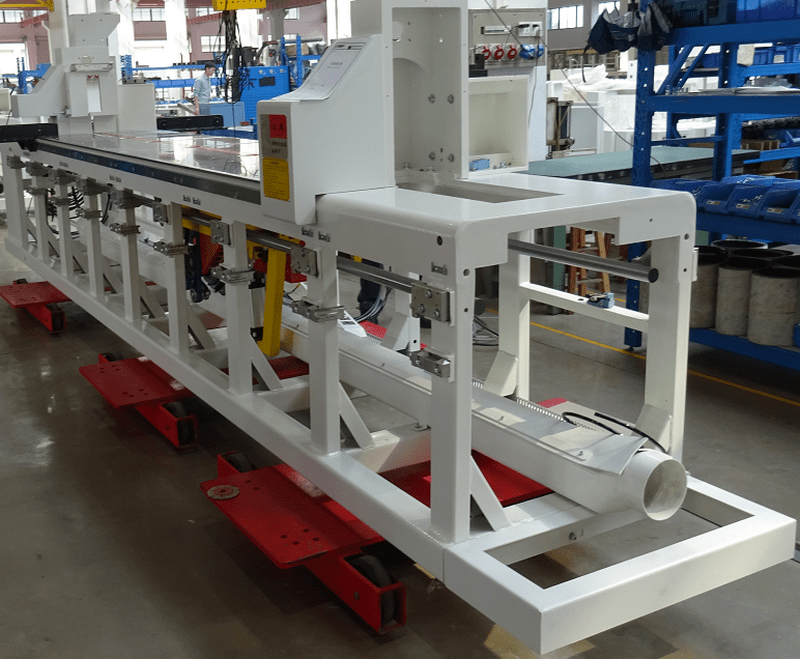
Станина
При проектировании конструкции станины применяются самые современные методы компьютерного моделирования. Нагрузки, воздействующие на конструкцию в процессе работы, математически просчитываются для устранения критических точек на изгиб и кручение.
Круглые цилиндрические направляющие изготовлены из закалённой стали. Взаимное расположение станины и направляющих позволяет распределить вес пильной каретки таким образом, чтобы исключить возможные прогибы, которые отрицательно сказываются на качестве раскроя. Каждая станина проходит полный технологический цикл обработки, включающий в себя отжиг для снятия внутренних напряжений в сварных швах.
|
 |
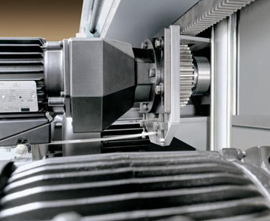
Пильный узел
Пильный узел перемещается при помощи шестерни-рейки. Такая система применяется на всех современных раскроечных центрах. За перемещение пильного узла отвечает бесщеточный сервомотор, обеспечивающий равномерную скорость подачи рабочего инструмента.
Крепление дисковых пил осуществляется вне рабочей зоны станка при помощи зажимных фланцев с механической системой блокировки. Двигатель привода пил мощностью 11 кВт позволяет качественно раскраивать материал на скорости до 45 м/мин.
Вся длина пропила поделена на 4 зоны, в соответствии с которыми можно выбирать точку старта каретки в зависимости от ширины детали. Такая схема в значительной мере позволяет увеличить производительность станка.
|
 |
Рабочие загрузочные столы
Передние столы оснащены системой воздушного поддува, благодаря которой создается воздушная подушка между поверхностью стола и нижней пластью пакета заготовок. Таким образом, на передних столах без труда и повреждений заготовок можно перемещать пакет материала любой массы. Нагнетание воздуха осуществляется специальным вентилятором, входящим в базовую комплектацию. |
 |
Задние столы
Задние приемные столы (3 шт) оснащены как механическими, так и пневматическими упорами. Такая парная конфигурация позволяет работать с двумя типоразмерами без перестановки упоров. Управление пневмоупорами осуществляется с пульта оператора. На торцах задних столов установлены металлические ролики, облегчающими снятие листов большой массы без повреждений.
|
 |
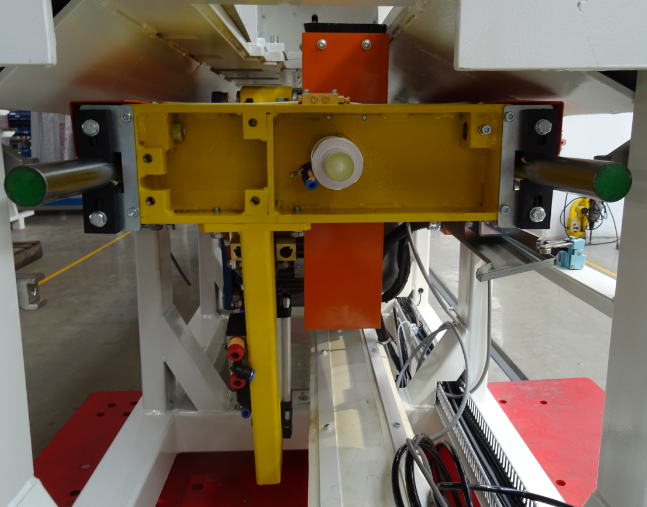
Массивные упоры
Механические упоры на базирующей линейке имеют жесткую конструкцию большой массы, позволяющей стабильно базировать пакет из 4-х листов ДСтП. Двухточечная фиксация винтовыми прижимами гарантирует отсутствие люфтов и погрешностей на весь срок службы станка. |
 |
Прижимная балка
Привод верхнего прижима (прижимной балки) осуществляется от двух пневмоцилиндров, что обеспечивает жесткий и равномерный зажим плит во время раскроя.
Механизм прижима обладает системой параллельности хода, гарантирующей равномерный стабильный прижим даже при раскрое узких деталей. |
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
- Высочайшая надежность и большой запас прочности;
- Главным преимуществом станка по сравнению с обычными форматно-раскроечными станками с ручным перемещением каретки является то, что занимая одинаковую производственную площадь, он обеспечивает трехкратное увеличение производительности;
- Высочайшая надежность узлов и качество сборки выгодно отличает этот станок от конкурентов как надежную долговечную машину;
ГАБАРИТЫ СТАНКА: