| Модель |
NP-330 FG |
| Пильная каретка |
| Максимальный размер обрабатываемого материала, мм |
3280 х 3280 / 3780 х 3780 |
| Максимальный вылет основной пилы, мм |
90 |
|
Скорость хода пильного узла, м/мин:
- Подача
- Холостой ход
|
5 ÷ 90
120 |
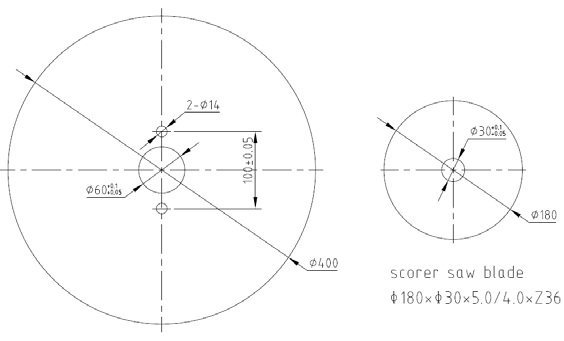
| Диаметр основной пилы, мм |
400 |
| Диаметр посадочного отверстия основной пилы, мм |
60 |
| Диаметр подрезной пилы, мм |
180 |
| Диаметр посадочного отверстия подрезной пилы, мм |
30 |
| Частота вращения основной пилы, об/мин |
4800 |
| Частота вращения подрезной пилы, об/мин |
6500 |
| Мощность электродвигателя привода пил, кВт |
15 |
| Мощность серводвигателя подачи пильной каретки, кВт |
1,5 |
| Толкатель |
| Скорость хода толкателя, м/мин |
90 |
| Точность позиционирования заготовки, мм |
0,1 |
| Мощность серводвигателя подачи толкателя, кВт |
1,5 |
| Аспирационная система |
| Скорость воздушного потока, м/с |
30 ÷ 40 |
| Пневматическая система |
| Рабочее давление пневматической системы, Бар |
5 ÷ 7 |
| Производительность компрессора, л/мин |
158 |
| Общие характеристики |
| Ход бокового прижима, мм |
50 ÷ 1500 |
| Высота рабочих столов, мм |
960 |
| Установленная мощность, кВт |
20,3 |
| Габаритные размеры |
| Длина, мм |
6630 |
| Ширина, мм |
5830 |
| Высота, мм |
1810 |
| Вес, кг |
6200 |
НАЗНАЧЕНИЕ:
Форматно-раскроечные центры с ЧПУ предназначены для высокоточного раскроя плитных материалов (ДСтП, МДФ, ДВП), в том числе, пакетного раскроя. На сегодняшний день NP 330 FG - это самый доступный раскроечный центр с ЧПУ и пакетом оптимизации раскроя в России.
Этот станок без труда обеспечит высокую точность раскроя при большой производительности.
Форматнораскроечные центры серии «NP» отличаются высочайшей надежностью, большим запасом прочности и высоким качеством раскроя ламинированных плит.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Станки используются на предприятиях, работающих по индивидуальным заказам для высококачественного раскроя материала при частой корректировке карт раскроя. Благодаря высоте вылета основной пилы 90 мм легко могут быть переориентированы на среднесерийное производство.
СХЕМА ОБРАБОТКИ:

КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
 |
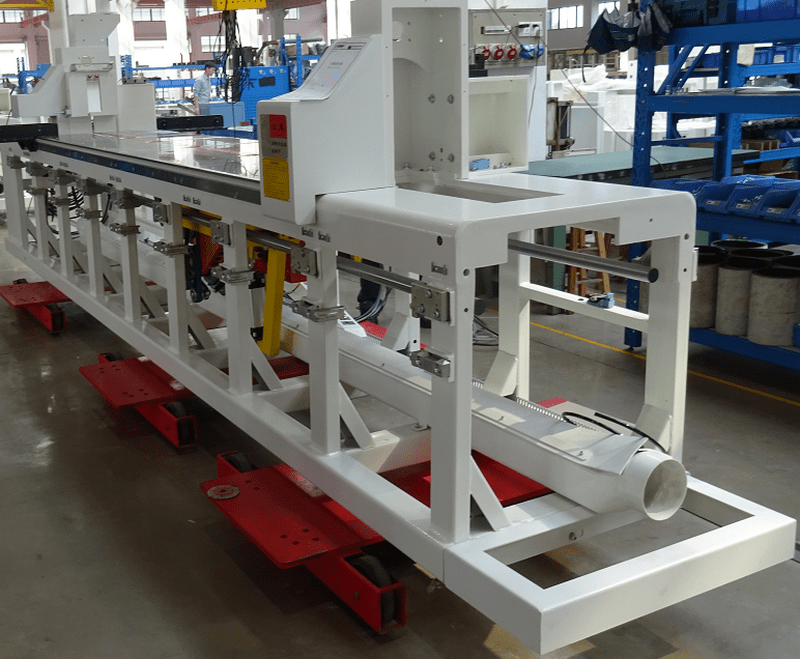
СТАНИНА
При проектировании конструкции станины применяются самые современные методы компьютерного моделирования. Нагрузки, воздействующие на конструкцию в процессе работы, математически просчитываются для устранения критических точек на изгиб и кручение.
Круглые цилиндрические направляющие изготовлены из закалённой стали. Взаимное расположение станины и направляющих позволяет распределить вес пильной каретки таким образом, чтобы исключить возможные прогибы, которые отрицательно сказываются на качестве раскроя. Каждая станина проходит полный технологический цикл обработки, включающий в себя отжиг для снятия внутренних напряжений в сварных швах.
|
 |
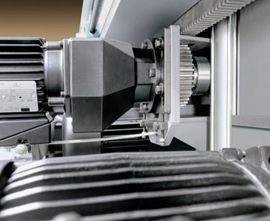
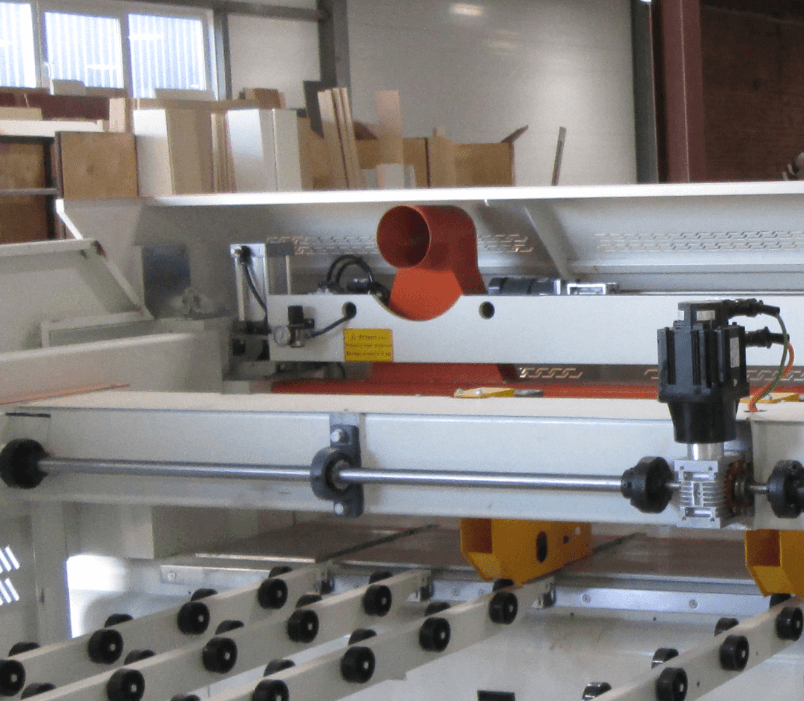
ПИЛЬНЫЙ УЗЕЛ
Пильный узел перемещается при помощи шестерни - рейки. Такая система применяется на всех современных раскроечных центрах. За перемещение пильного узла отвечает бесщеточный сервомотор Panasonic, обеспечивающий равномерную скорость подачи рабочего инструмента с максимальной скоростью до 90 м/мин.
Крепление дисковых пил осуществляется вне рабочей зоны станка при помощи зажимных фланцев с механической системой блокировки. В станке реализована система быстрой смены инструмента без использования специальных ключей.
|

 |
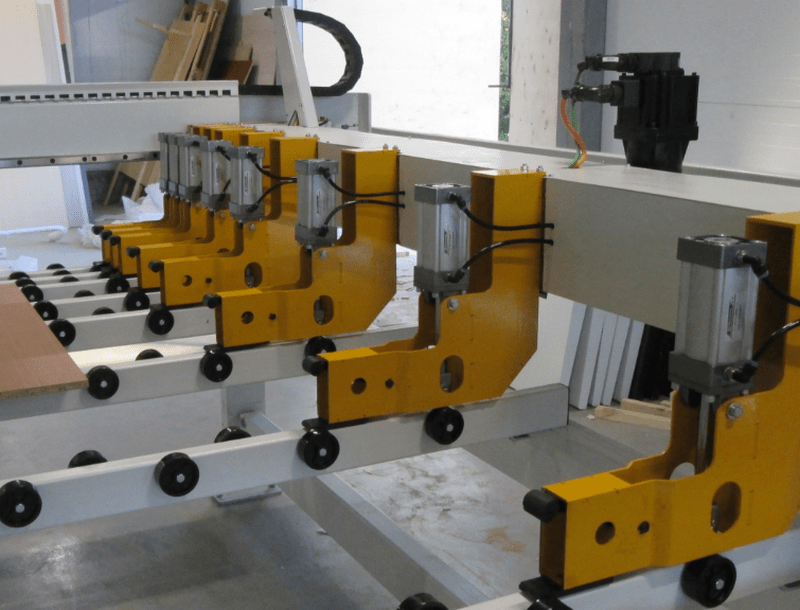
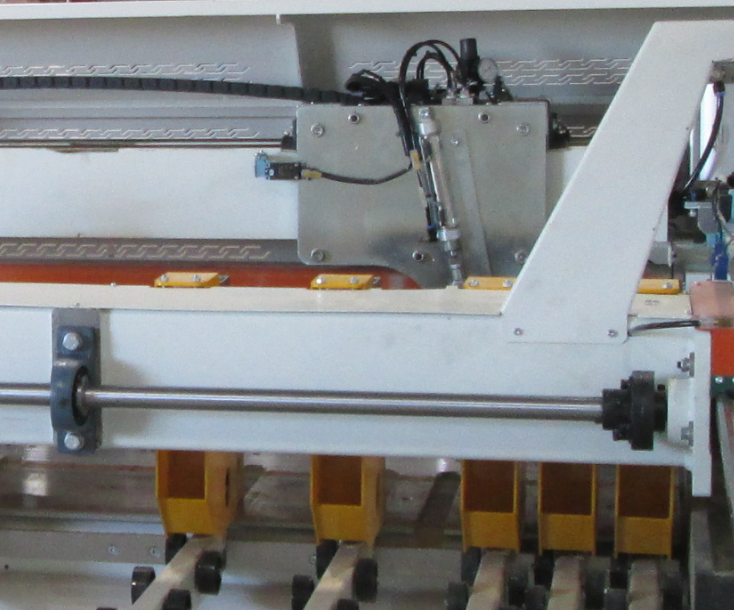
ТОЛКАТЕЛЬ И ЗАЖИМЫ
Мощный толкатель предназначен для точного и быстрого позиционирования плит ДСтП. Толкатель оснащен восемью захватами (зажимами). Они обеспечивают прочный захват пакета ДСтП. Захваты позволяют выталкивать стопу раскроенных плит за линию раскроя, что облегчает их перемещение и выгрузку.
Толкатель в процессе раскроя передвигает пакет плит по оснащенным роликами специальным направляющим, которые предназначены для защиты поверхности облицованной плиты ДСтП от царапин и сколов.
Толкатель приводится в действие бесщеточным сервомотором PANASONIC. Перемещение толкателя задается непосредственно системой ЧПУ.
|


 |
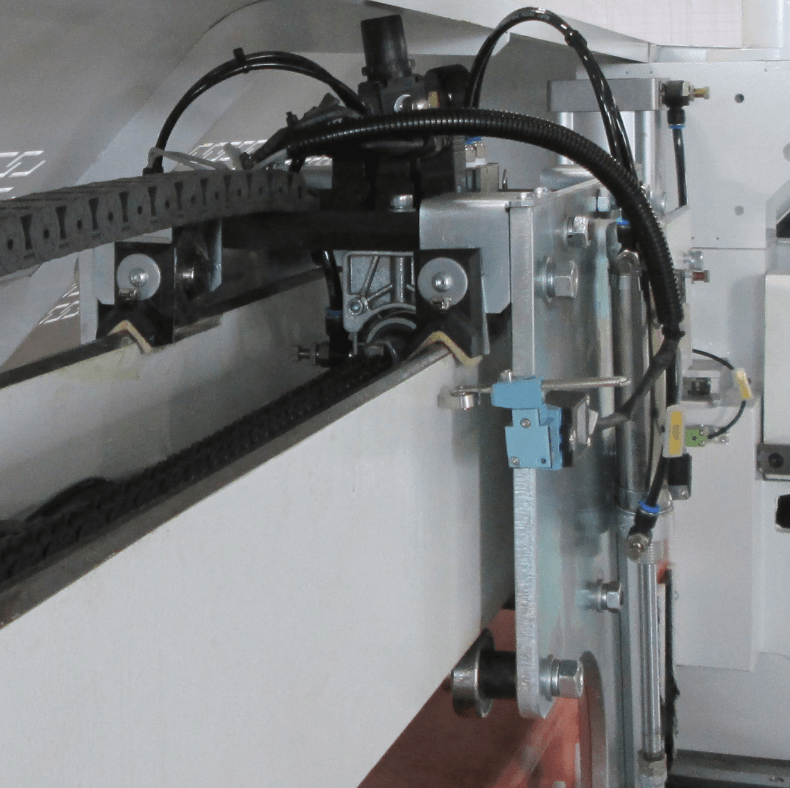
ПЕРЕМЕЩЕНИЕ ТОЛКАТЕЛЯ
Перемещение толкателя осуществляется по плоским, износостойким направляющим при помощи круглых металлических роликов с пылезащищенными подшипниками. Система смазки автоматизирована и управляется системой ЧПУ. Данная конструкция обеспечивает равномерность и плавность перемещения толкателя. За счет применения передачи шестерня-рейка скорость хода толкателя достигает 90 м/мин. Параллельность хода обеспечивается за счет торсионного вала |
 |
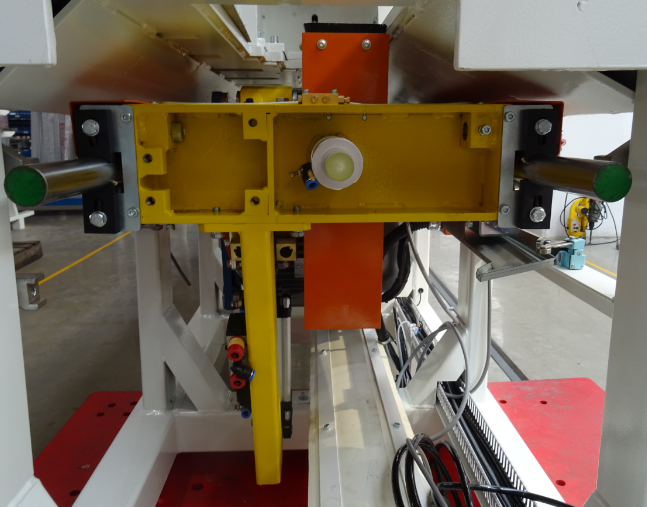
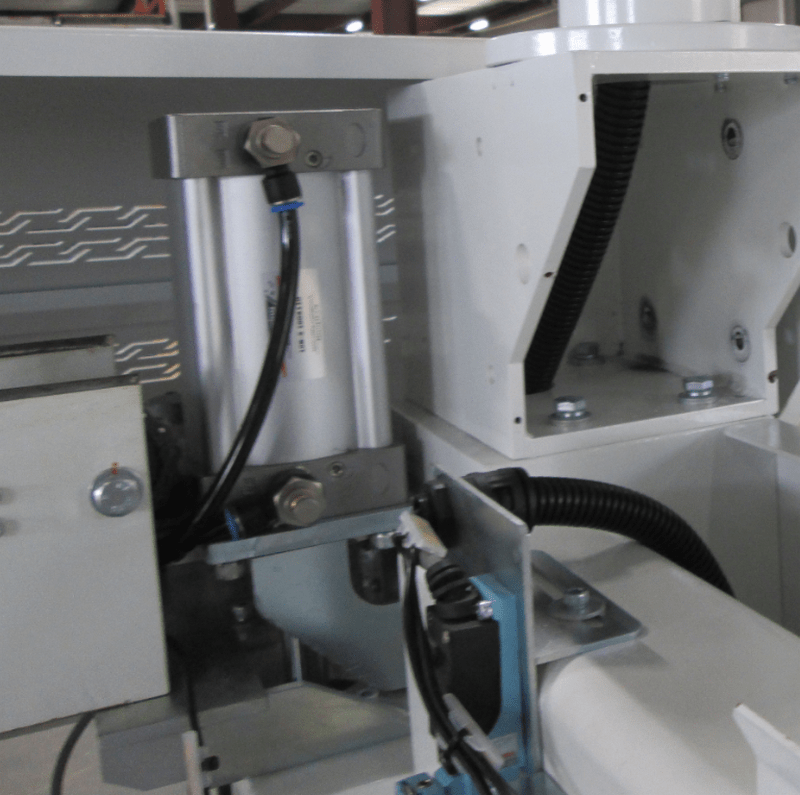
ПРИЖИМНАЯ БАЛКА
Привод верхнего прижима (прижимной балки) осуществляется от двух пневмоцилиндров, которые обеспечивают плотный прижим плит ДСтП во время раскроя.
За счет применения системы параллельности хода обеспечивается равномерность усилия по всей длине прижимной балки, что гарантирует отсутствие брака при пилении узких заготовок при вторых резах.
Прижимная балка цельная, имеет П – образную форму. Такая конструкция применяется на станках всех ведущих мировых производителей и обеспечивает равномерный, надежный прижим пакета заготовок по всей плоскости в процессе пиления. С задней части прижимной балки имеются специальные вырезы для пневматических захватов программного толкателя. Они дают возможность захватам выезжать за линию пиления. Таким образом, при раскрое используется вся полезная площадь листа материала. Зона резания закрыта специальной секционной защитной шторой.
|
 |
БОКОВОЙ ПРИЖИМ
Боковой прижим предназначен для выравнивания деталей, при базировании относительно упорной линейки, которая обеспечивает прямой угол к линии резания. Работа прижима полностью автоматизирована и управляется системой ЧПУ в соответствии с шириной выравниваемых плит. Боковой прижим двухсторонний, т.е. два обрезиненных ролика могут работать независимо, осуществляя прижим либо перед линией резания, либо за ней, в зависимости от ширины оставшейся после распила плиты. |

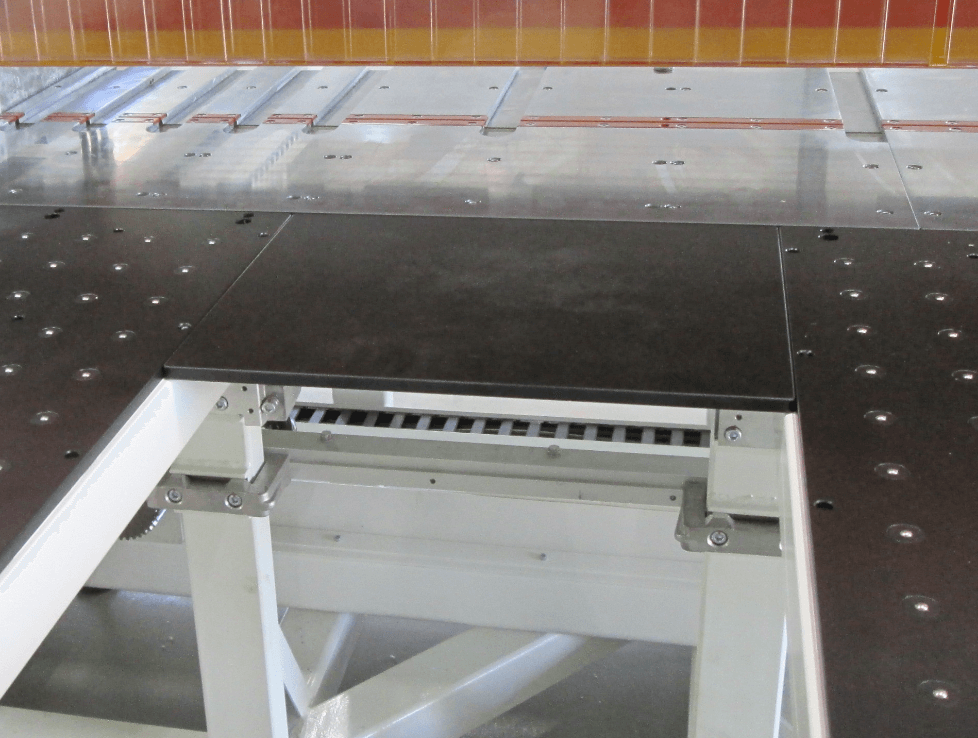 |
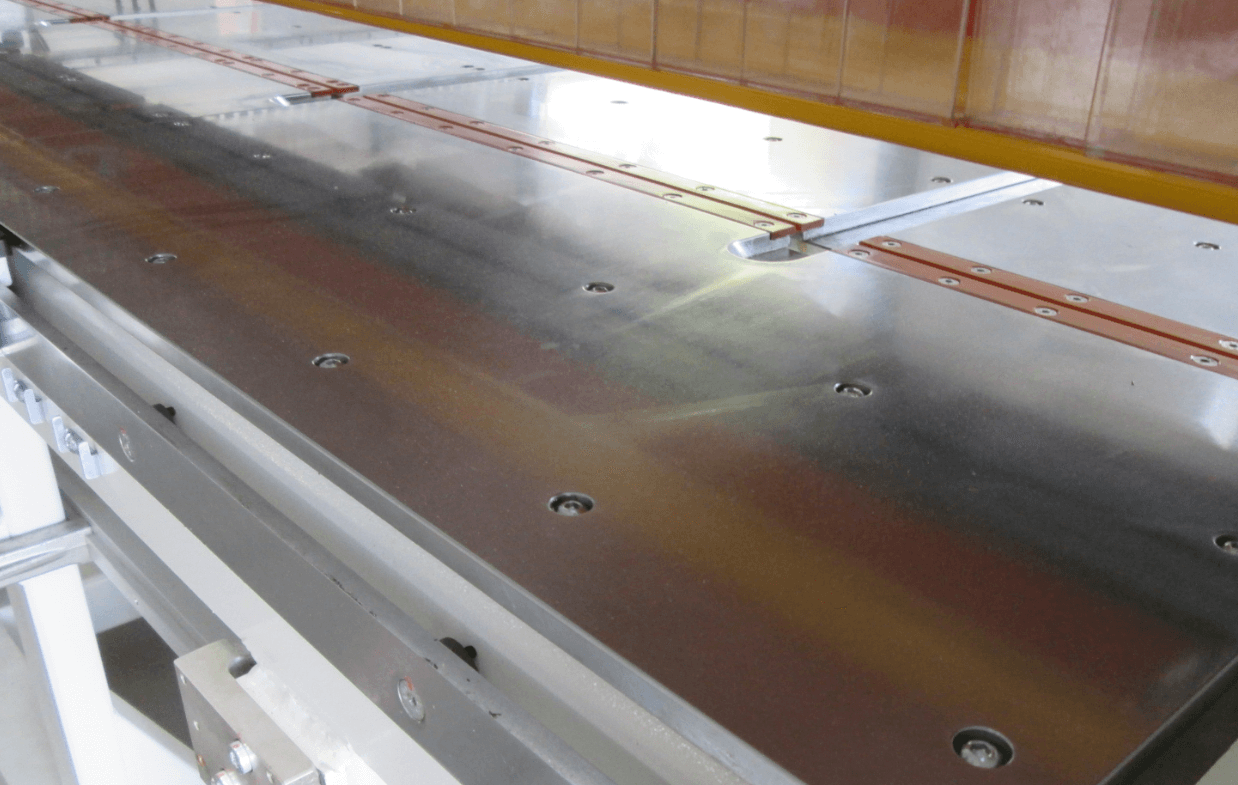
РАБОЧИЙ И ЗАГРУЗОЧНЫЕ СТОЛЫ
Основной рабочий стол стальной, толщиной 20 мм, что гарантирует отсутствие прогибов и абсолютную ровность опорной поверхности. Поверхность стола полированная и позволяет перемещать пакеты заготовок без повреждения лицевых поверхностей. Передняя часть станка оснащена загрузочными столами с воздушной подушкой. Столы предназначены для загрузки плит ДСтП и выгрузки деталей, а так же для разворота пакета ДСП из продольного в поперечное положение по отношению к рабочей области станка.
Благодаря удлиненным пазам для захватов на рабочем столе, толкатель может перемещаться за линию реза. Таким образом станок позволяет использовать всю полезную площадь листов материала.
Между загрузочными столами установлены специальные расширительные площадки, значительно упрощающие перемещение пакетов заготовок.
|

 |
СИСТЕМА УПРАВЛЕНИЯ
Форматно-раскроечные центры с ЧПУ Filato оснащаются собственной программой оптимизации раскроя (обозначается буквой «G»). Программа позволяет создавать, редактировать, запоминать карты раскроя, причем оптимизатор способен самостоятельно создать наиболее эффективную карту раскроя исходя из параметров листа и необходимых заготовок. В пакет оптимизации входит возможность передачи данных через USB – носители или локальную сеть, а также программа для создания этикетки при подключении принтера (опция). Все станки с пакетом оптимизации имеют возможность работы с мебельными конструкторами, например «БАЗИС-Мебельщик». |






 |
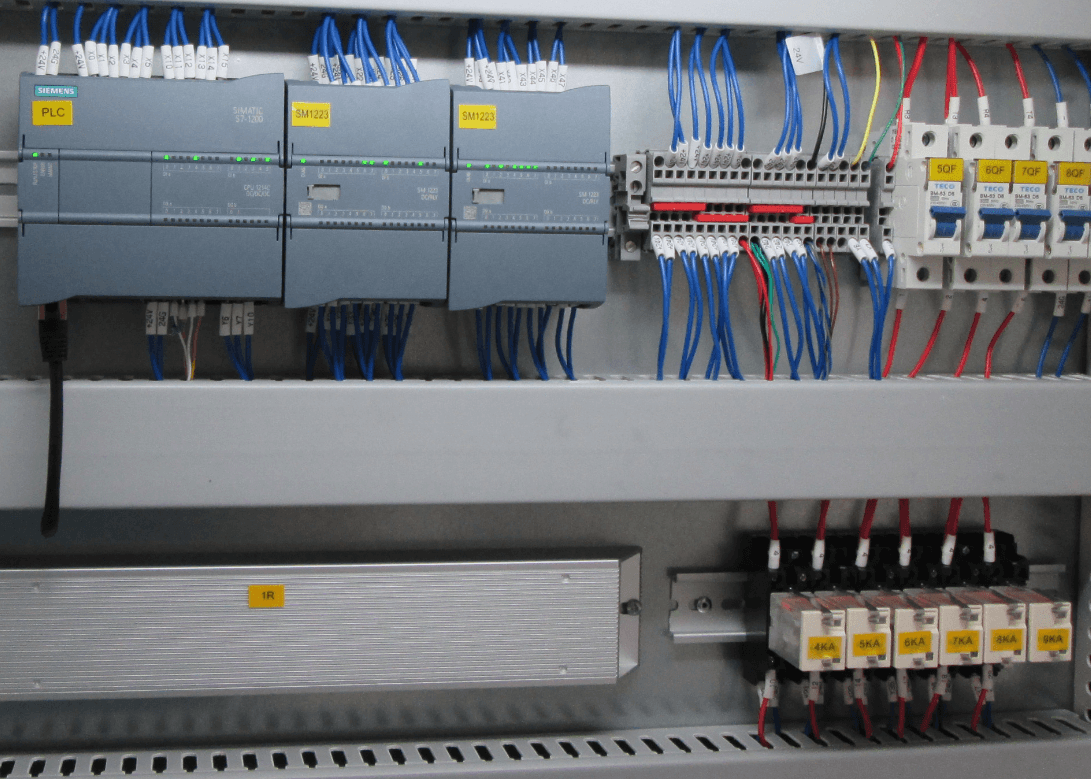
ЭЛЕКТРОКОМПОНЕНТЫ И ПОДГОТОВКА ВОЗДУХА
Все электрокомпоненты станка находятся в вибро- и пылезащищенном шкафе с принудительным охлаждением. Шкаф управления станком - один из важнейших элементов станка, от корректной работы которого зависит стабильность работы станка. Станки оснащаются комплектующими только проверенных, всемирно известных производителей, например, Schneider Electric, Delta, Siemens, и другими. Для удобства внутрицехового перемещения и предотвращения обрыва линий все силовые кабели управления от шкафа управления к станку выполнены по системе быстросъёмных разъемов.
Станок также оснащен системой автоматической смазки направляющих программного толкателя и подъема - опускания пил. Цикл смазки задается и отслеживается непосредственно системой ЧПУ. По умолчанию цикл составляет 80 ходов туда-обратно.
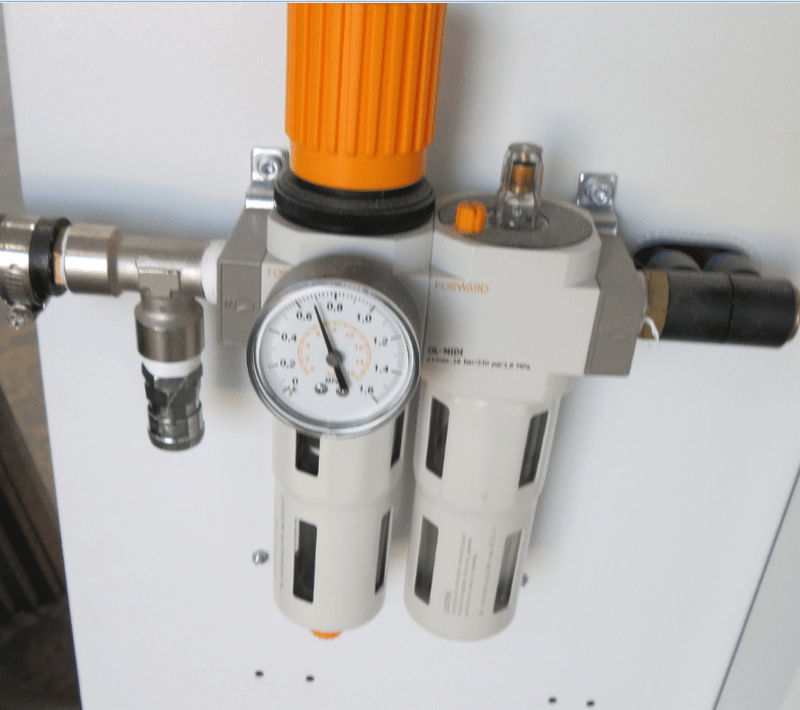
За качество поступаемого в пневмосистему воздуха отвечает штатный узел подготовки воздуха с влагоотделителем и маслораспылителем.
|
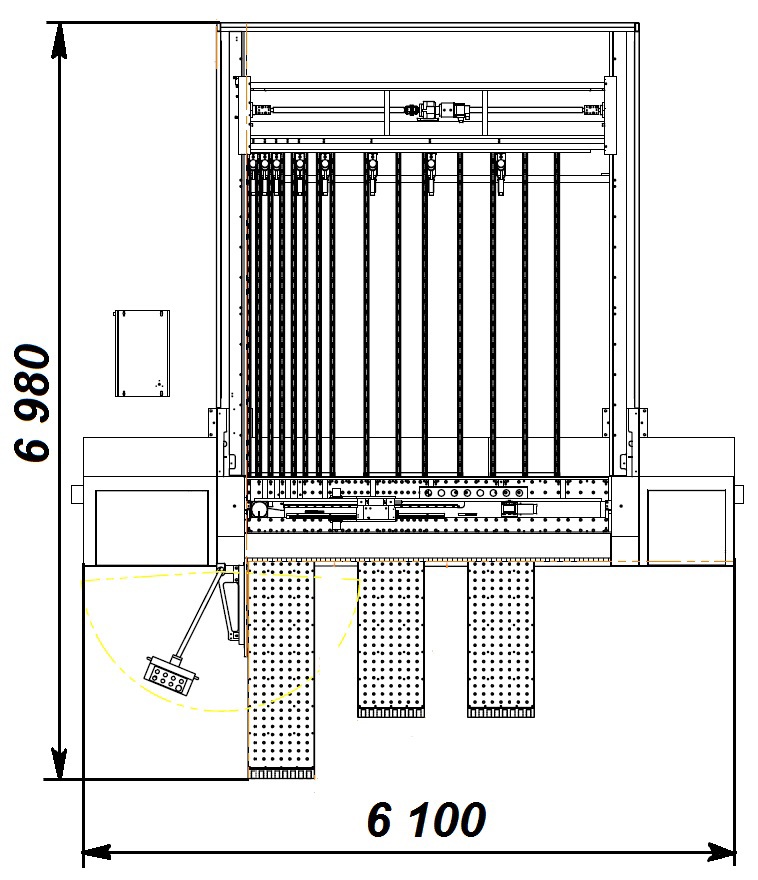
ГАБАРИТЫ СТАНКА И ПАРАМЕТРЫ ПИЛ: