| Наименование |
Параметры |
| Размеры детали кромки |
Толщина кромочного материала, мм |
0,4 - 3 |
| Толщина детали (мин/макс), мм |
8 - 45 |
| Габариты детали (мин), мм |
100 х 100 |
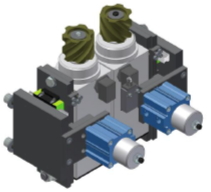
| Предварительное фрезерование |
Фрезы узла предварительного фрез., мм |
Ø60 х Ø20 х H48, Z = 3 + 3 |
| Мощность двигателей, кВт |
1,1; 0,75 |
| Обороты фрез, об/мин |
12 000 |
| Торцовка |
Пилы торцовки, мм |
Ф80 х 30 |
| Мощность двигателей торцовки, кВт |
2 х 0,22 |
| Обороты пил, об/мин |
12 000 |
| Фрезерования свесов |
Фрезы узла снятия свесов кромки, мм |
Ф75; Z4 |
| Мощность двигателей, кВт |
2 х 0,55 |
| Обороты, об/мин |
12 000 |
| Обкатка углов |
Фрезы узла снятия свесов кромки, мм |
Ф68 х 16 х 7; Z = 4; R2 (Алмаз) |
| Мощность двигателей, кВт |
2 х 0,55 |
| Обороты, об/мин |
12 000 |
| Полировка |
Частота вращения, об/мин |
1400 |
| Мощность двигателя, кВт |
1,5 |
| Подача |
Скорость подачи, м/мин |
10 |
| Мощность двигателя подачи, м/мин |
2,2 |
| Аспирация |
Диаметр патрубков, мм |
2 х Ø100; 2 х Ø120 |
| Кол-во патрубков, шт |
4 |
| Мощность |
Общая мощность станка, кВт |
8 |
| Напряжение, В |
380 |
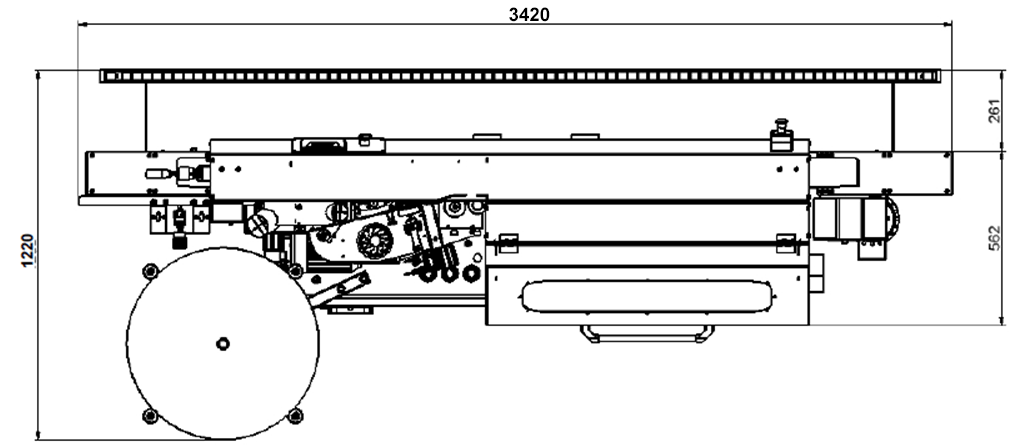
| Габариты |
Длина (L), мм |
4150 |
| Ширина (B), мм |
1220 |
| Высота (H), мм |
1510 |
| Вес, кг |
1150 |
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
|

|
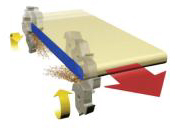
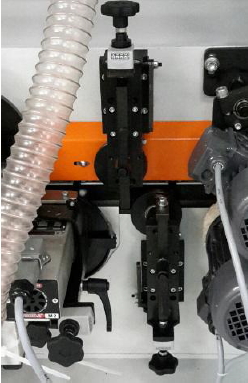
Узел предварительного фрезерования
Предназначен для предварительной прифуговки торца заготовок перед приклеиванием кромки. Устраняет сколы после раскроя и ступеньку от подрезной пилы выравнивает геометрию детали (первый мотор работает в направлении подачи, второй против — для исключения сколов), макс припуск на обработку 2 мм.
Узел прифуговки состоит из двух высокочастотных двигателей 12 000 об / мин, 1,1 кВт и 0,75 кВт
|
|
|
- Алмазные фрезеры PCD CUTT ER Ф60 x ф20 x h48, Z 3+3 BUP (Италия).
- Имеется возможность отключения узла фрезерования и работы без него.
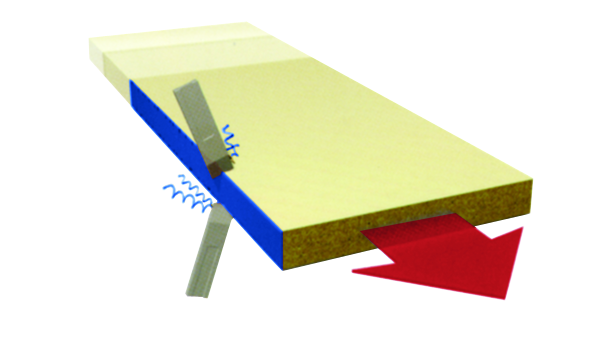
- Для получения идеального клеевого соединения после предварительного фрезерования происходит обдув торца заготовки. Торец детали очищается от пыли перед приклеиванием на неё кромки.
- Регулировка на толщину фрезерования производится с помощью счетчиков на входной направляющей линейки.
|
|

|
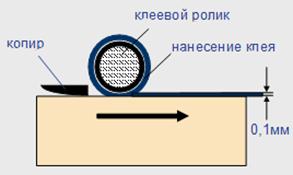
Клеевой узел
- Быстросменный клеевой бачок 2 л. для клея EVA имеет нижнее расположение относительно клеенаносящего вала.
- Возможность быстрой смены клеевых бачков для работы с различными типами клеев. Клея типа PUR могут применяться согласно нормам работы с такими клеями.
- Винтовая точная настройка кол-ва клея – аккуратный клеевой шов.
- Клеевой бачок с тефлоновым покрытием, что обеспечивает наилучшее качество клея, т.к. клей не пригорает к стенкам бачка.
- Время нагрева клея 15 мин.
- Имеется автоматическое понижение температуры клея на 50 град. при перерывах в работе более 15 мин. для сохранения качества клея.
- Не требуется регулировка на толщину материала.
|
|
|
Опорный копир перед клеенаносящем валом предохраняет от удара и загрязнения передней край заготовки о вал во время подачи заготовки.
|
|

|
Пресс группа
- Зона прижима состоит из трех роликов. Первый ролик большого диаметра приводной, второй и третий допресовочные конусные свободного вращения.
- Настройка на толщину кромки происходит с помощью счетчика.
- Ролики имеют покрытие, которое исключает налипание пыли, грязи, клея к их поверхности. Это обеспечивает равномерный прижим кромки и чистую поверхность кромочного материала.
|
|


|
Торцовочный агрегат
- Два промышленных двигателя (12000 об / мин), 2x0,22кВт ELTE (Италия).
- Две пилы Ф110 х ф22, Z=20 BUP (Италия).
- Имеется возможность поворота пил 0-15град.
- Пилы перемещаются по одной призматической направляющей, каждая пила отрезает припуск только с одной стороны.
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации.
Отличительные особенности:
- Простое линейное движение двух пил вверх-вниз.
- Простая схема пневматики SMC (Япония).
- Призматические направляющие, которые в 5 ть раз стабильнее, чем круглые направляющие.

Торцовка оснащена системой аспираций. Отсутствие пыли на направляющих и подшипниках обеспечивает долговечность и стабильность работы системы.
|
|

|
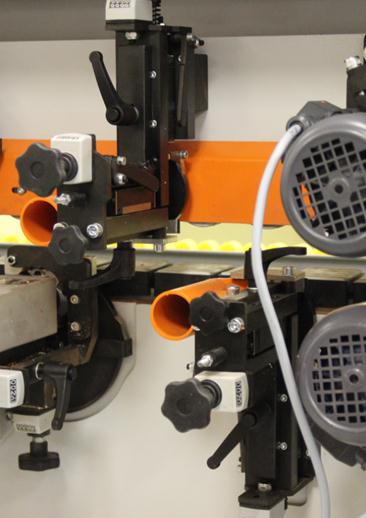
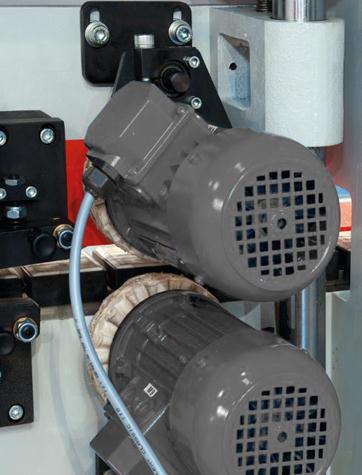
Узел фрезерный для снятия свесов
- Два промышленных двигателя (12000 об / мин) 2 х 0,55кВт.
Мощность двигателей 0,55 кВт позволяет фрезеровать кромку с припуском на сторону больше 2 мм.
- Оснащены счетчиками точной настройки на разную толщину кромки.
- Фрезы сборные 4 ножа Ф75; Z = 4; R2 BUP (Италия).
- Копиры круглые большого диаметра Ф180 мм осуществляют плавный заход на деталь; исключают повреждение любой облицованной поверхность.
|
 |
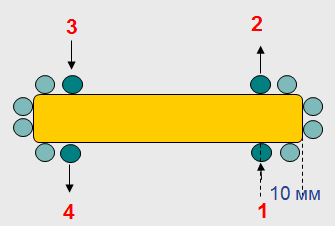
Узел обкатки углов
Предназначен для профильного фрезерования передних и задних стыков кромки. Минимальная длина детали 250 мм. Максимальная толщина 45 мм.
- Оснащен алмазной фрезой R2 BUP(Италия).
- Электродвигатель 0,55 кВт 12 000 об/мин TECNOMOTOR(Италия).
- Возможность обрабатывать детали. Постформинг с большим радиусом.
Схема обработки
|
|
|
Узел радиусной цикли
- Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла.
- Узел оснащен круглыми копирами для точной обработки кромки. Копиры Ф140 мм находятся на минимальном расстоянии от края детали. Копиры не оставляют следов на глянцевых поверхностях.
- Счетчики на узле позволяют точно настроить узел на разную толщину кромки.
- Узел оснащен системой аспирации.
Стружка с циклевочного узла попадает в накопитель. Исключена возможность попадания стружки под копиры.
- Узел установлен на линейных направляющих PMI.
Это обеспечивает точный и равномерный съем стружки по всей длине детали.
|
 |
Настройка циклевочного узла
Вывод циклевочного узла из рабочей зоны производиться с помощью рычажка. Это позволяет моментально перестроить циклевку на разную толщину кромки.
|
|
|
Узел клеевой цикли
- Предназначен для удаления остатков клея с клеевого соединения.
- С верхним и нижним круглыми копирами, которые находятся на минимальном расстоянии от края заготовки, что позволяет с высокой точностью отслеживать профиль детали.
- Счетчики на узле позволяют точно и быстро настроить узел на разную толщину кромки.
- Имеется быстрый вывод узла из рабочей зоны с помощью рычажка.
|
|
|
Полировка
Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
- Блеск обработанной поверхности, очищает от загрязнений.
- Восстанавливает цвет после циклевочного узла.
- Формирует микро радиус у тонкой кромки (притупляет острый край).
- Полирующий агрегат — два двигателя, два полирующих диска, частота вращения 1400 об / мин 2 х 0,18кВт.
- Шарнирная настройка, позволяющей установить полирующий диск в любой плоскости относительно детали для более полной обработки кромки.
|
|

|
Подающий конвейер
Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 73 мм.
Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор VARVEL (Италия).
Деталь прижимается к конвейеру прижимной балкой с двухрядными роликами, установленными в шахматном порядке, чтобы максимально жестко зафиксировать деталь на конвейере.
|
|
  
|
Комплектующие
Комплектующие компоненты ведущих мировых производителей:
- Пневматика SMC (Япония).
- Высокочастотные двигатели ELTE (Италия), TECNOMOTOR (Италия).
- Электронные компоненты General Electric (США).
- Инструмент BUP (Италия).
- Подшипники FAG (Германия).
- Редуктора VARVEL (Италия).
- Контроллеры Unitronic (Израиль).
- Частотные преобразователи INVERTECK (Англия).
|
|

|
Панель управления
Экран дисплея отображает настройки и рабочие параметры: температуру клея, индикацию работы узлов станка.
Система показывает кол-во используемой кромки (счетчик длины кромки), количество обработанных деталей, кол-во отработанных часов.
В случае неисправности на дисплее появляется описание неисправности с указанием агрегата и детали.
|
|

|
Блок подготовки воздуха
Состоит из регулятора сжатого воздуха, водоотделителя и маслораспылитель.

ВОДООТДЕЛИТЕЛЬ:
- Удаляет более 99 % воды.
- Создает минимальные потери давления.
- Легкая замена фильтрующего элемента.
- Автоматический отвод конденсата.
МАСЛОРАСПЫЛИТЕЛЬ:
Предназначен для подачи масла в пневмосистему. Смазывает элементы пневсосистемы: манжеты, пневмоцилиндры и пневмораспределители, направляющие, дроссельные системы.
Блок подготовки воздуха обеспечивает стабильную работу всей системы и узлов станка, предохраняет элементы системы от закисания.
|
 |
Защита электротехнической системы
В станке установлено реле контроля фаз предназначенное для защиты нагрузки, подключаемой к трехфазной сети, защиты от повышения или понижения напряжения любого количества фаз и от нарушения порядка их чередования.
Защита двигателей от перегрузок осуществляется при помощи встроенных термоконтактов.
|
|

|
Обслуживание станка
Станок обладает хорошей доступностью узлов и простотой обслуживания. Все пресс маслёнки вынесены удобное место для обслуживание. Не надо демонтировать части станка для замены инструмента. Все регулировки узлов подписаны и находятся на лицевой панели станка.
|